案例說明
改造加熱爐燃燒空氣控制閥達到精準控制與降低加熱爐過剩含氧量,連帶降低大鋼胚銹皮損失。
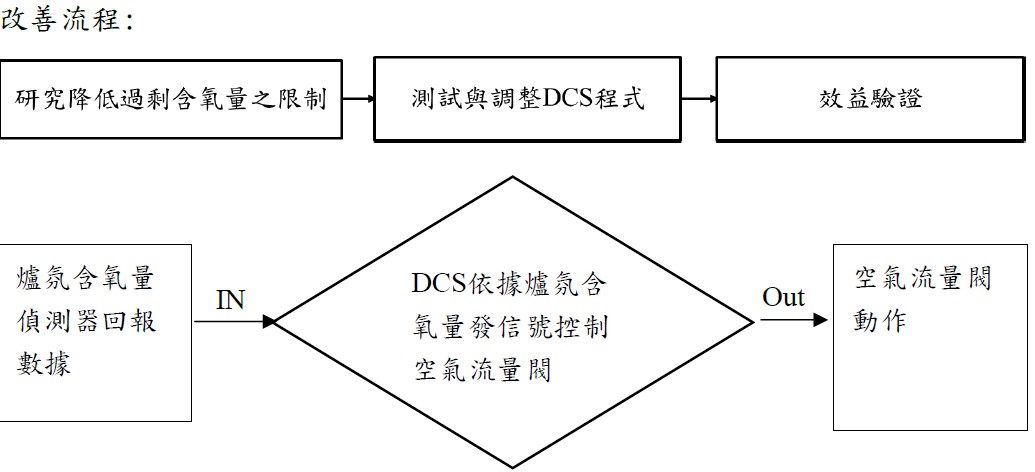
設計理念或改善流程
W44加熱爐於111年歲修時配合CEMS法規須達到80ppm以下要求,進行第二階段加熱爐燃燒空氣控制閥縮管改造,改造後DCS可精準控制與降低加熱爐過剩含氧量,連帶降低大鋼胚銹皮損失。
1. 111年01~12月銹皮損失率估算標準為0.77%。112年1月歲修後,銹皮損失為0.662%(降低0.108%)。
2. 每支大鋼胚降低銹皮損失0.108%, 換言之產出小鋼胚重量增加0.108%。
3. 112 年預估W441 每月生產計畫量10 萬噸/ 月× 0.108% × 10 月/ 年=1,080噸大鋼胚/年
4. 112年預估W441生產計畫量1,113,808噸/年
5. 目標管理112年01~10月耗熱率32.937 *10^4KCAL/T,112/01~10熱值4,168 kcal/nm3
6. COG 節省1,113,808t/ 年*32.937*10^4kcal/t ÷ 4,168kcal/nm3=95,058 Nm3/年。
7. CO2減量=95,058 m3/年×0.7808 Kg-CO2/ m3=65,716.03 Kg-CO2/年=74.22公噸CO2e/年
8. 節省費用=95,058 m3/年×5.74元/ m3= 483,107元/年
9. 能源效益: 95,058 m3/年×0.42 TOE/m3×10-3=39.92 TOE/年
1. 111年01~12月銹皮損失率估算標準為0.77%。112年1月歲修後,銹皮損失為0.662%(降低0.108%)。
2. 每支大鋼胚降低銹皮損失0.108%, 換言之產出小鋼胚重量增加0.108%。
3. 112 年預估W441 每月生產計畫量10 萬噸/ 月× 0.108% × 10 月/ 年=1,080噸大鋼胚/年
4. 112年預估W441生產計畫量1,113,808噸/年
5. 目標管理112年01~10月耗熱率32.937 *10^4KCAL/T,112/01~10熱值4,168 kcal/nm3
6. COG 節省1,113,808t/ 年*32.937*10^4kcal/t ÷ 4,168kcal/nm3=95,058 Nm3/年。
7. CO2減量=95,058 m3/年×0.7808 Kg-CO2/ m3=65,716.03 Kg-CO2/年=74.22公噸CO2e/年
8. 節省費用=95,058 m3/年×5.74元/ m3= 483,107元/年
9. 能源效益: 95,058 m3/年×0.42 TOE/m3×10-3=39.92 TOE/年