案例說明
縮短更換爐號時,產線需暫停時間,達到節能減碳之目的。
設計理念或改善流程
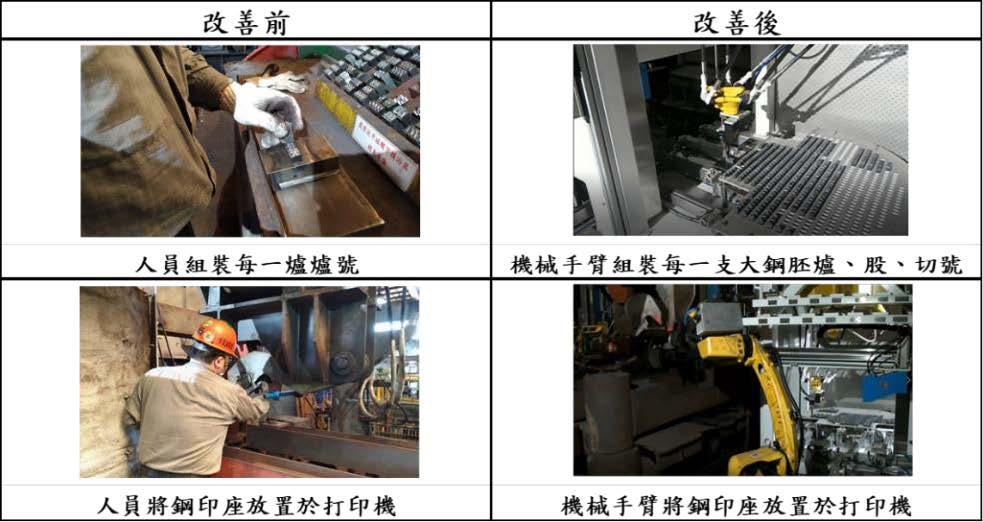
1. 改善前是手動更換爐號字模,更換爐號時,產線需暫停120秒,人員手動更換打印機字模。
2. W44委託中冠開發自動更換爐股切號打印系統,系統可快速自動更換爐股切號字模,更換爐號時,產線只需暫停80秒切換冷卻床,即可更換爐號繼續生產。
1. 節省焦爐氣= (生產時12,000NM3/時)×(1爐節省40秒/爐) ÷(3,600秒/ 時)×(113.10.21~113.12.31 生產219,933 噸÷135 噸/ 爐) =217,218 m3/年。
2. 節省費用=217,218 m3/年×5.74元/ m3= 1,246,831元/年
3. CO2減量=217,218 m3/年×0.7808 Kg-CO2/ m3=169,603.81 Kg-CO2/年=169公噸CO2e/年
4. 能源效益: 217,218 m3/年×0.42 TOE/m3×10-3=91.23 TOE/年 改善前打印於鋼胚端面之五碼爐號
改善前打印於鋼胚端面之五碼爐號
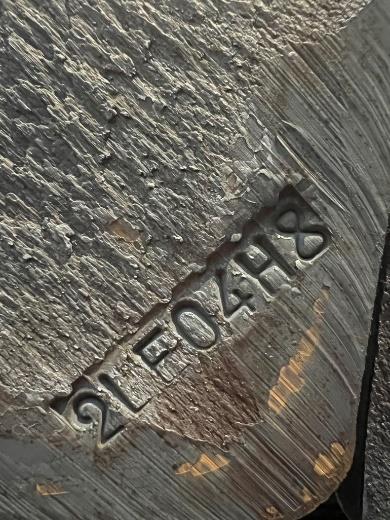
改善後打印於鋼胚端面之七碼爐、股、切號
2. W44委託中冠開發自動更換爐股切號打印系統,系統可快速自動更換爐股切號字模,更換爐號時,產線只需暫停80秒切換冷卻床,即可更換爐號繼續生產。
1. 節省焦爐氣= (生產時12,000NM3/時)×(1爐節省40秒/爐) ÷(3,600秒/ 時)×(113.10.21~113.12.31 生產219,933 噸÷135 噸/ 爐) =217,218 m3/年。
2. 節省費用=217,218 m3/年×5.74元/ m3= 1,246,831元/年
3. CO2減量=217,218 m3/年×0.7808 Kg-CO2/ m3=169,603.81 Kg-CO2/年=169公噸CO2e/年
4. 能源效益: 217,218 m3/年×0.42 TOE/m3×10-3=91.23 TOE/年
改善前打印於鋼胚端面之五碼爐號改善後打印於鋼胚端面之七碼爐、股、切號