案例說明
調整大鋼胚加熱模式,達到節能減碳的目的。
設計理念或改善流程
111年歲修配合CEMS所需,將加熱爐進料爐門改造後關閉,鋼胚可提早於加熱爐預熱區加溫,熱胚不進預熱爐,直進加熱爐,可減少高溫大鋼胚出預熱爐後,在
秤重機及大鋼胚推送器階段之熱量損失。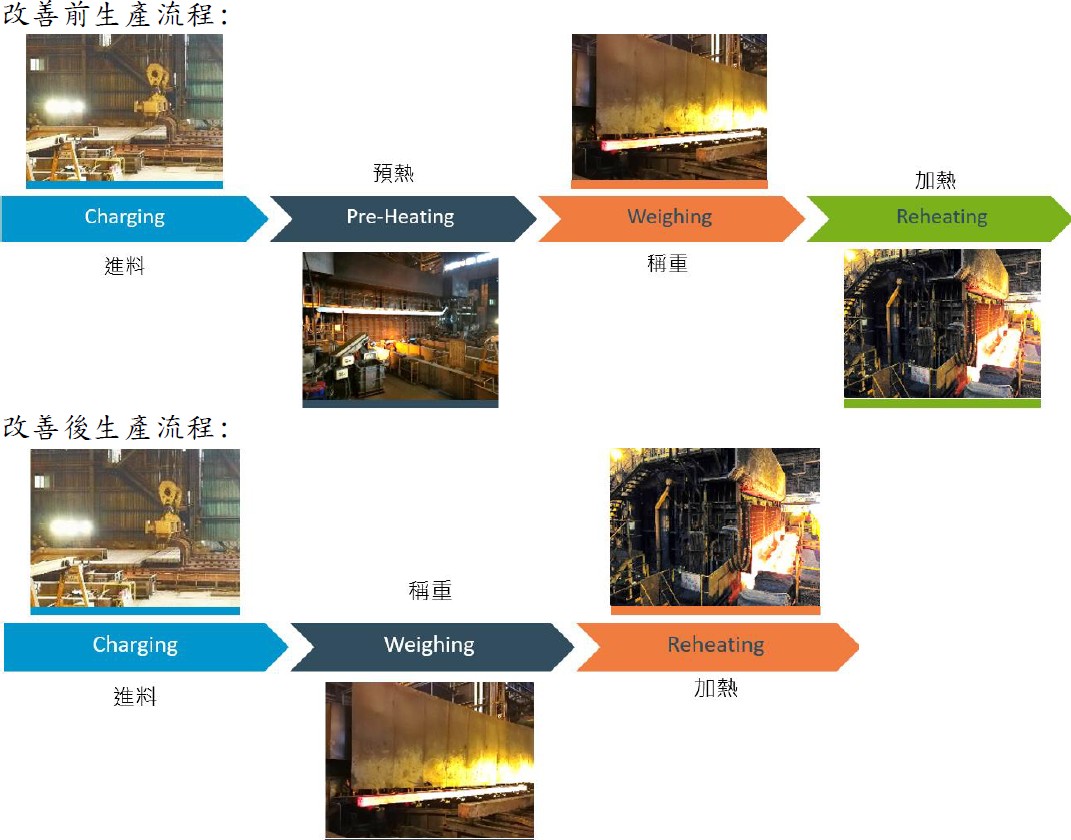
秤重機及大鋼胚推送器階段之熱量損失。
改善前狀況:
1.直進加熱爐
111年01~12月145尺寸共入爐1,097,012噸大鋼胚,碳鋼占比75%。
111年所有大鋼胚都進預熱爐,無直進加熱爐,鋼胚在秤重機及大鋼胚推送器等待共2.5分鐘,胚溫由500℃降至487℃。
2.熱直裝
112年01~05月大鋼胚600℃以上直進預熱爐比例為6.99%。
改善後狀況:
1.直進加熱爐
112年尺寸145、胚溫300℃以上之碳鋼10%不進預熱爐,直進加熱爐,可減少高溫大鋼胚出預熱爐後,在秤重機及大鋼胚推送器時之熱量損失。
2.熱直裝
112年06~12月推動熱直裝(大鋼胚600℃以上直進預熱爐),目標10%。
效益計算:
1.直進加熱爐
112年01~05月直進加熱爐效益:鋼胚直進加熱爐,實測可節省焦爐氣 12.29 NM3/噸(備註)×直進加熱爐14,785噸 = 181,708 m3。
2.熱直裝
112年05~09月由預熱爐執行熱直裝效益:
(1) 依110年訂單結構:碳鋼:76%、合金鋼:24%,鋼胚600℃時熱焓為83.3 Mcal/噸*76%+82.0 Mcal/噸*24%= 83.0 Mcal/噸。
(2) 節省焦爐氣量=[5月BLM 入爐量 131,336噸/月×(實績8.52%–基準6.99%)+6月135,050噸/月×(8.77%–6.99%) +7月68,045噸/月×(10.96%–6.99%)+9月84,500噸/月×(10.00%–6.99%)+10月107,500噸/月×(10.97%–6.99%)+11月79,075噸/月×(11.76%–6.99%)+12月103,366噸/月×(10.45%–6.99%)]×熱焓83.0 Mcal/噸÷4.197 Mcal/ m3=40,898+72,290+54,982+59,156+84,612+74,593+70,728Nm3=457,259 m3
(3) 合計節省焦爐氣 = 181,708 m3 + 457,259 m3 = 638,967 m3
(4) 節省費用638,967m3/年×5.74元/ m3= 3,667,670元/年
(5) CO2減量=638,967 m3/年×0.7808 Kg-CO2/ m3=498,905.4 Kg-CO2/年=498公噸CO2e/年
(6) 能源效益: 638,967m3/年×0.42 TOE/m3×10-3=268.37 TOE/年
1.直進加熱爐
111年01~12月145尺寸共入爐1,097,012噸大鋼胚,碳鋼占比75%。
111年所有大鋼胚都進預熱爐,無直進加熱爐,鋼胚在秤重機及大鋼胚推送器等待共2.5分鐘,胚溫由500℃降至487℃。
2.熱直裝
112年01~05月大鋼胚600℃以上直進預熱爐比例為6.99%。
改善後狀況:
1.直進加熱爐
112年尺寸145、胚溫300℃以上之碳鋼10%不進預熱爐,直進加熱爐,可減少高溫大鋼胚出預熱爐後,在秤重機及大鋼胚推送器時之熱量損失。
2.熱直裝
112年06~12月推動熱直裝(大鋼胚600℃以上直進預熱爐),目標10%。
效益計算:
1.直進加熱爐
112年01~05月直進加熱爐效益:鋼胚直進加熱爐,實測可節省焦爐氣 12.29 NM3/噸(備註)×直進加熱爐14,785噸 = 181,708 m3。
2.熱直裝
112年05~09月由預熱爐執行熱直裝效益:
(1) 依110年訂單結構:碳鋼:76%、合金鋼:24%,鋼胚600℃時熱焓為83.3 Mcal/噸*76%+82.0 Mcal/噸*24%= 83.0 Mcal/噸。
(2) 節省焦爐氣量=[5月BLM 入爐量 131,336噸/月×(實績8.52%–基準6.99%)+6月135,050噸/月×(8.77%–6.99%) +7月68,045噸/月×(10.96%–6.99%)+9月84,500噸/月×(10.00%–6.99%)+10月107,500噸/月×(10.97%–6.99%)+11月79,075噸/月×(11.76%–6.99%)+12月103,366噸/月×(10.45%–6.99%)]×熱焓83.0 Mcal/噸÷4.197 Mcal/ m3=40,898+72,290+54,982+59,156+84,612+74,593+70,728Nm3=457,259 m3
(3) 合計節省焦爐氣 = 181,708 m3 + 457,259 m3 = 638,967 m3
(4) 節省費用638,967m3/年×5.74元/ m3= 3,667,670元/年
(5) CO2減量=638,967 m3/年×0.7808 Kg-CO2/ m3=498,905.4 Kg-CO2/年=498公噸CO2e/年
(6) 能源效益: 638,967m3/年×0.42 TOE/m3×10-3=268.37 TOE/年