案例說明
改善原有焰切機之燃氣供應迴路,並增設電子點火裝置,利用焰切機行駛至定點的信號與點火按鈕,即依可實際鑄胚切割需求,控制母火之點燃與熄滅,不再因母火保持燃燒而造成能源耗損及生產成本的增加,提高節能效益。
設計理念或改善流程
改善前:
原有焰切機上並未安裝電子點火裝置,需靠人員引燃焰切時所需之母火。因作業上不方便,除非遇到長時間停機會關閉母火外,其餘時間都是保持母火燃燒,因而造成能源耗損及生產成本的增加。
改善後:
- 改善燃氣供應迴路:現有的燃氣供應迴路並未對母火的燃氣供應做控制,因此設計一氣體分配閥塊,在閥塊上安裝電磁閥,並組裝在現有的燃氣供應迴路上,就可利用電磁閥來控制母火燃氣輸送。
- 增設電子點火裝置:設計一組利用旋轉氣壓缸擺動的電子點火設備,安裝在焰切機行駛軌道基座上,並將點火流程編寫成程序控制系統,利用焰切機行駛至定點的信號與點火按鈕,即可依實際鑄胚切割需求控制母火之點燃與熄滅,不再因母火保持燃燒而造成能源耗損及生產成本的增加,節能效益顯著。
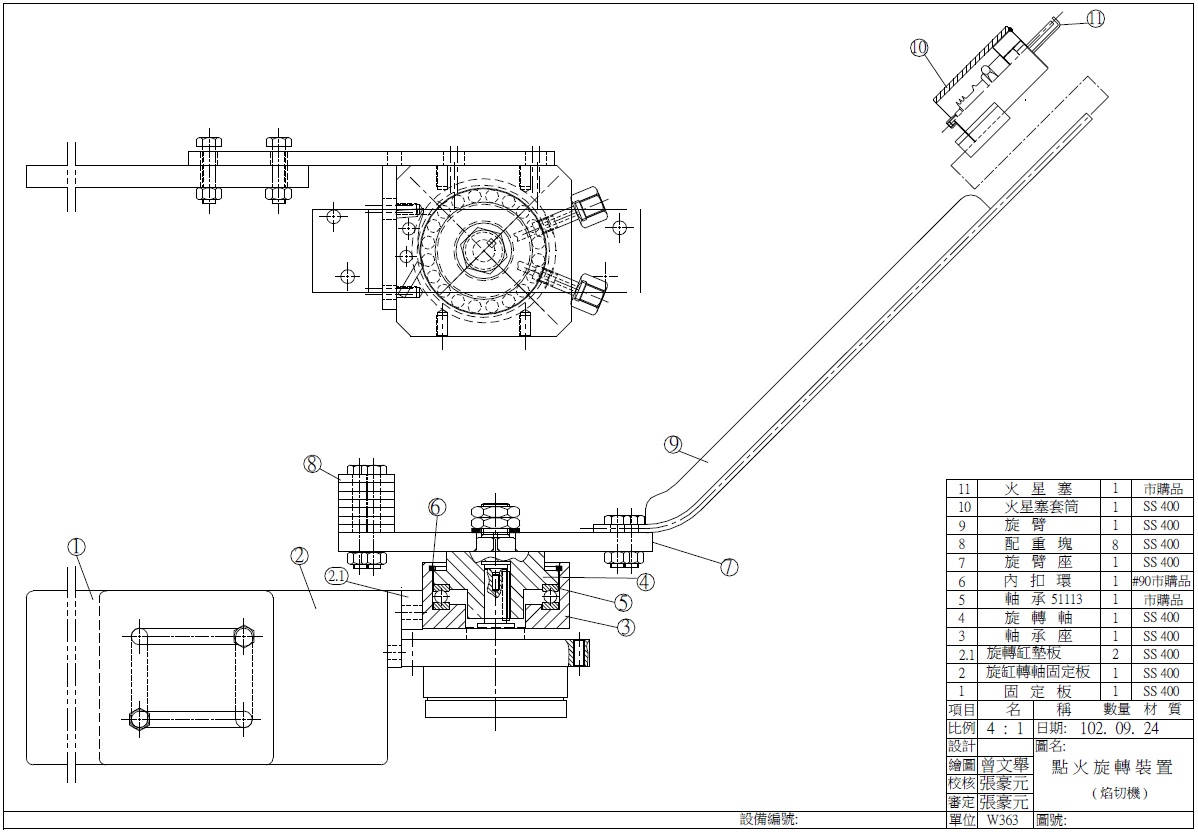
使用旋轉氣壓缸擺動的電子點火設備圖面

電子點火設備
效益計算說明:
- 節省能源:
1~3號連鑄機各有4台切割器,平均一天澆鑄12小時,一年有320天未關閉導引母火。
母火天然氣流量:Q = 0.7055×[(0.29)5×0.4×1.02×104/(0.6×3.6)]0.5=1.39m3/hr。
每年可節省天然氣=1.39×12×320×4=21,350Nm3/年。
1、2、3號扁鋼胚連鑄機每年可節省天然氣= 21,350×3=64,050Nm3/年。
- 經濟效益(仟元/年):64,050Nm3/年×11.69元/Nm3=748.74仟元/年。
- 減少CO2排放量:64,050Nm3/年×1.879Kg/m3=120.35公噸/年。
- 投資金額:333仟元
燃氣供應迴路改善:228仟元
電子點火裝置增設:105仟元。
成效分析
- 節省能源:節省天然氣21,350Nm3/年。
- 經濟效益:節省費用748.74仟元/年。
- 減少CO2排放量:120.35公噸/年。
投資金額:333仟元。
回收年限:0.44年。