案例說明
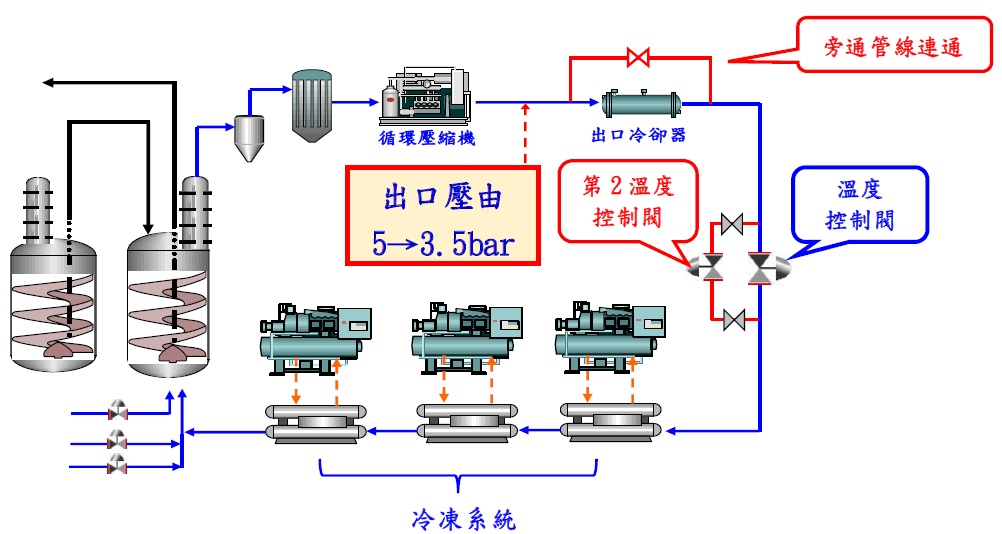
將冷卻器旁通管線連通,提高循環冷卻量;另於溫度控制閥旁通管線增設第二溫度控制閥,提升可控制循環冷卻量,降低壓縮機操作出口背壓(5bar→3.5bar)及壓縮機運轉電流,達到節電效果。
設計理念或改善流程
共聚合槽系統於產量提升後,循環氣體冷卻量受限於管線尺寸,循環系統壓力偏高,造成壓縮機負載偏高而造成電力虛耗。考量壓縮機出口冷卻器熱傳效果較小,不影響系統溫度控制,將冷卻器旁通管線連通,提高循環冷卻量;另於溫度控制閥旁通管線增設第二溫度控制閥,提升可控制循環冷卻量,降低壓縮機操作出口背壓(5bar→3.5bar)及壓縮機運轉電流,達到節電效果。
效益計算說明:
節省電力:219千度/年。
經濟效益:219千度×1.89元/度=413.91仟元/年。
減少CO2排放量:219千度×0.554Kg/度=121.33公噸/年。成效分析
- 節省能源:節省電力219千度/年。
- 經濟效益:節省費用413.91仟元/年。
- 減少CO2排放量:121.33公噸/年。
投資金額:100仟元。
回收年限:0.24年。
回收年限:0.24年。